Gerollte Hightech-Gewinde in der Anwendung
Gerollte Gewinde sind aus der modernen Technik nicht mehr wegzudenken. Sie ermöglichen präzise Bewegungen, zuverlässige Verbindungen und erfüllen höchste Sicherheitsanforderungen – und das in einer Vielzahl von Anwendungen, von Seilbahnkabinen bis hin zu Hightech-Strickmaschinen.Dieser Beitrag beleuchtet die Grundlagen, Herstellungsverfahren und vielfältigen Einsatzmöglichkeiten von gerollten Hightech-Gewinden. Tauchen Sie ein in die faszinierende Welt des Gewinderollens!
Bewegungsschraube vs. Befestigungsschraube
Gerollte Hightech-Gewinde kommen überwiegend als Bewegungsschrauben in Kugelgewindetrieben zum Einsatz. Nur selten werden sie als Befestigungsschraube genutzt. Bei einem Gewindetrieb gleitet das Gewinde direkt auf den Flanken der Schraubspindel. Im Kugelgewindetrieb hingegen dienen Kugeln als reibungsarme Verbindungselemente. Diese Technologie dominiert heute die Anwendung.
In seiner Gesamtheit – Schraubspindel und Mutter – stellt der Kugelgewindetrieb einen Wälzschraubtrieb mit Kugeln als Wälzkörper dar. Er dient zur Umsetzung einer Drehbewegung in eine geradlinige (lineare) Bewegung oder umgekehrt. So einfach wie sich der prinzipielle Aufbau des Kugelgewindetriebs beschreiben lässt, so vielfältig sind die Ausführungen und die in der Praxis gestellten Anforderungen.


In der Anwendung bietet der Kugelgewindetrieb dem Konstrukteur fast unbegrenzte Möglichkeiten zur Lösung von Transport- und Positionieraufgaben. Das reicht vom Kugelgewindetrieb mit angetriebener Spindel oder angetriebener Mutter über solche mit Doppelmuttern bis hin zu Kugelgewindetrieben mit gerollten Präzisionsspindeln.
Kugelgewindetrieb für einen Lastenlift
Mit dem in Abbildung 3 gezeigten Lastenlift lassen sich Lasten bis zu 100 kg ermüdungsfrei und sicher bewegen; bis zu sechs der gezeigten Normkästen können auf einmal per Knopfdruck vom Lagerregal zum Arbeitsplatz transportiert werden. Gerollte Kugelgewindetriebe sorgen für:
- Geringen Verschleiß bei hoher Positioniergenauigkeit.
- Kompakte Antriebseinheiten durch reduzierte mechanische Teile.
- Hohe Sicherheit durch präzise Umlenkungen in der Spindelmutter.

Kugelgewindetrieb für eine Kaffeemaschine
Die Abbildung 4 zeigt die Kolbeneinheit einer Kaffeemaschine für die Gastronomie. Der Stempel als zentrales Element wird, von zwei seitlich angeordneten Kugelgewindetrieben mit gerolltem Gewinde geführt, auf und ab bewegt. Dabei sind die Vorteile:
- Gleichmäßige Stempelbewegung: Sorgt für ein optimales Aroma.
- Langlebigkeit und Zuverlässigkeit: Dank der robusten gerollten Gewinde.

Nachdem das Mahlwerk die frischen Kaffeebohnen in der gewünschten Feinheit gemahlen hat, gelangt die benötigte Pulvermenge durch den Einlasstrichter in die Brühkammer. Der Stempel befindet sich zu diesem Zeitpunkt ganz oben. Die Gewindespindeltriebe senken den Stempel mit der erforderlichen Kraft ab und der Stempel presst das Kaffeepulver zusammen. Dies muss äusserst gleichmässig geschehen: Hätte die Kaffeeschicht nicht eine homogene Dicke, würde das Heisswasser nicht gleichmässig hindurchfliessen. Das Aroma wäre von Kaffeetasse zu Kaffeetasse unterschiedlich und eine Qualitätseinbusse die Folge. Nach dem Brühen wird der Filterkuchen über eine Stempelbewegung ausgeworfen.
Hochsicherheitsgewinde für die Aufhängung von Seilbahnkabinen
Seilbahnhersteller unterscheiden Pendelbahnen (Grosskabinen im Pendelverkehr) von Umlaufbahnen (viele kleine Kabinen werden ins Seil eingekuppelt). Die Kabinen moderner Seilbahnen hängen jeweils an Bolzen mit gerolltem Gewinde – der Fachmann spricht von Zugstangen. Bei diesen Zugstangen handelt es sich um Hochsicherheitsteile.
Früher stellten Steilbahnhersteller die Verbindungen durch Schweissen her. Doch mit derartigen Konstruktionen lassen sich die inzwischen deutlich verschärften Sicherheitsanforderungen nicht mehr erfüllen. Zudem ist das Schweissen wegen der damit verbundenen Änderung der Materialstruktur und der vorgeschriebenen Prüfungen viel zu kostspielig geworden.

(Zentralschweizer Alpen) rotiert während der Fahrt um 360°
Die Grosskabinen der in der Abbildung 5 gezeigten Pendelbahn hängen an jeweils vier Zugstangen. Jede dieser Halterungen geht durch die Kabine hindurch bis in den Kabinenboden. Der Kabinenboden ist an diesen vier Bolzen befestigt. Die Kabinenwände und die Verglasung dienen nur zum Schutz der Fahrgäste vor Witterungseinflüssen und unbeabsichtigtem „Ausstieg“ aus der Kabine.

gerollten Gewinden tragen die Kabine und sorgen für Sicherheit.
Die Kabinenaufhängung der in Abbildung 6 gezeigten Umlaufbahn ist anders konstruiert. Die Kleinkabinen verfügen ebenfalls über vier gerollte Gewindebolzen, die aber nicht als Zugstange durch die Kabine hindurch gehen. Stattdessen nehmen Schmiedeteile mit einem Gewindeeinsatz in jeder Ecke des Kabinendachs einen der vier Bolzen auf. Diese Laschen sind über Eckstreben mit dem Kabinenboden verbunden, der die Wände und die Verglasung trägt. Der Kraftfluss geht hier also von der Kabinenaufhängung über die Gewindebolzen in die Deckenlaschen. Von dort wird die Kraft über vier Eckprofile in die Bodenlaschen – ebenfalls Schmiedeteile – und damit in die Bodenstruktur geleitet. Weil die Eckstreben als Verbindung zwischen der Aufhängung und dem Kabinenboden benötigt werden, spricht man von einer selbsttragenden Kabine.
Für die Zugstangen von Grosskabinen (Abb. 7) sind gerollte Gewinde zwingend vorgeschrieben. Das Grundmaterial – hochlegierter Stahl mit Herstellungsattest – sowie die Form und Herstellung des Gewindes unterliegen sehr strengen Normen und Vorschriften für die erforderlichen Materialprüfungen (Röntgen, Ultraschall). Die Freigabe für den Einbau erfolgt erst mit den entsprechenden Zertifikaten. Von Bedeutung sind bei dieser Anwendung die Zug- und Kerbschlagfestigkeit sowie der Nachweis, dass die Teile auch noch bei Temperaturen von -20°C sicher ihren Dienst versehen. Falls es einer formgebenden Fertigung bedarf, so erfolgt diese ausschliesslich durch Wasserstrahlschneiden. Denn nur eine kalte Bearbeitung erzeugt keine Gefügeveränderungen im Material.

heutigen Sicherheitsnormen für Schwebebahnen
Auch für die Aufhängung von Kleinkabinen werden heute praktisch nur noch Bolzen mit gerollten Gewinden zugelassen. Weil die Längsfasern des Materials beim Gewinderollen anders als beim Fräsen oder Drehen nicht zerschnitten, sondern nur umgelenkt werden, erfüllen sie die Anforderungen an die vorgeschriebene Krebschlagzähigkeit. Gefräste oder gedrehte Gewinde erfüllen die Sicherheitsnormen nicht.
Lautloser Gewindespindeltrieb für eine Schwenkschiebetür
Schwenkschiebetüren von öffentlichen Verkehrsmitteln sind bei bis zu 200 000 Bewegungszyklen pro Jahr teilweise über 20 Jahre im Einsatz. Dies setzt hochwertige Komponenten voraus. Bei der in Abbildung 8 gezeigten zweiflügeligen Schwenkschiebetür sorgt ein Gewindespindeltrieb mit gerolltem Gewinde dafür, dass die Türflügel reibungsarm und vor allem gefahrlos aufschwenken.

Das Öffnen und Schliessen erfolgt über eine Längswelle, auf die sowohl ein linksgängiges – für den linken Türflügel – als auch ein rechtsgängiges Gewinde – für den rechten Türflügel – gerollt wurde. Die Gewindespindel wird über einen Zahnriemen und eine Drehmomentbegrenzungskupplung von einem Gleichstrommotor angetrieben.
Die beiden Muttern in den Laufwagen (Abb. 9) – eine mit Linksgewinde, eine mit Rechtsgewinde – verfahren auf der Gewindespindel und bewirken dadurch die Seitwärtsbewegung der Türflügel. Gebogene Führungsschienen sorgen dafür, dass die Tür nach aussen oder innen schwingt. Über Hebel wird die Tür gedreht. Im Laufwagen ist dazu eine Drehachse eingebaut.

Von besonderer Bedeutung ist die Notöffnungsfunktion. Normen für die passive Sicherheit schreiben vor, dass die Türen sowohl im Notfall als auch bei einem Systemversagen entriegelt und von den Passagieren – auch bei einer Paniksituation – leicht zu öffnen sein müssen. Nach dem Betätigen des roten Notknopfes wird der Elektromotor von der Gewindespindel getrennt (Kupplung). Der Luftbehälter – hier herrscht im Normalbetrieb permanent Überdruck – verliert schlagartig Druck. Ist der Überdruck abgebaut, öffnen zwei starke Federn die Türflügel soweit, dass sie sich von Hand ganz aufstossen lassen.

die Gewindespindel und die Feder für die Notöffnung (ganz oben)
Die Steigung des gerollten Gewindes ist von entscheidender Bedeutung dafür, dass sich die Tür im Notfall manuell öffnen lässt. Bei zu kleiner Steigung läge eine Selbsthemmung vor. Bei der gewählten Steigung von 100 mm lassen sich die beiden Muttern mit geringem Kraftaufwand auf der Gewindespindel bewegen (Abb. 10).
Gegenläufige Gewindespindel für ein Kabelkonfektionsgerät
Bevor ein elektrisches Anschlusskabel an seinen Enden mit Steckern oder Klemmen verbunden werden kann, muss es abgelängt und abisoliert werden. Heute werden Kabel fast nur noch vollautomatisch konfektioniert.
Das in Abbildung 11 gezeigte Kabelkonfektioniergerät lässt Kabel unterschiedlicher Durchmesser zu. Das isolierte Kabel wird von einer Zuführrolle von rechts über ein Rollensystem in ein Führungsröhrchen (die Schwenkführung) eingeleitet. Nach einem vorgegebenen Weg stoppt die Maschine. Zwei Messer (je eines von unten und von oben) fahren an das Kabel heran und trennen die Isolation rundherum durch. Damit ist das eine ende blank. Anschliessend wird das Kabel weitergeschoben, bis die geforderte Länge erreicht ist.

Danach schneiden die Messer das Kupferkabel ganz durch. Dabei wird die Isolation aufgeschlitzt, abgestreift und fällt nach unten. Das abgelängte und abisolierte Kabel gelangt danach in einen Vorratsbehälter zur Weiterverarbeitung.
Um die vertikalen Schneidbewegungen auszuführen, bewegt sich das untere Messer nach oben, das obere nach unten. Die Zustellung der beiden Messer erfolgt über eine gerollte Gewindespindel.
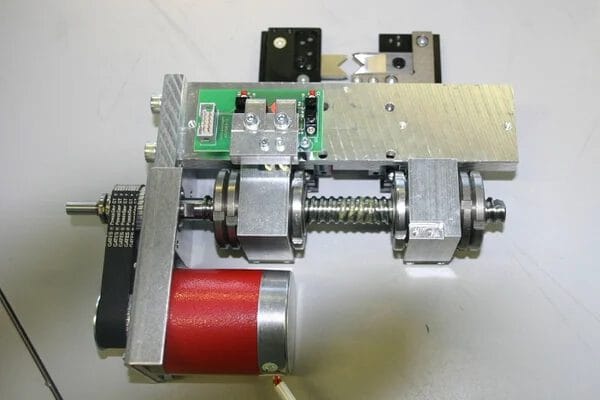
Gewindespindel deutlich zu sehen. Sie erzeugen über die beiden Muttern die entgegengesetzte vertikale
Bewegung der Messer (oben)
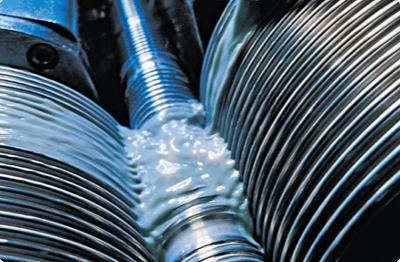
Genauer gesagt besteht die Gewindespindel aus zwei verschraubten Halbspindeln, die eine mit einem linksgängigen, die andere mit einem rechtsgängigen Gewinde. Beim Drehen der Gewindespindel verfahren die beiden Muttern, auf denen die Messer sitzen, gegenläufig (Abb. 12). Die Schraubverbindung in der Spindelmitte löst sich nicht, weil das Befestigungsgewinde beim Schneidvorgang – hier treten die grossen Kräfte auf – angezogen wird. Das Zurückfahren übt keine Kraftwirkung auf die Schraubverbindung aus.
Kugelgewindetrieb für ein Teleskop
Auf der Kanarischen Insel La Palma steht in 2225 m Höhe über dem Meeresspiegel ein unter der Federführung des Max-Planck-Instituts für Physik entwickeltes Teleskop (Abb. 13), das mit extrem hoher Empfindlichkeit Gammastrahlung aus bis zu acht Milliarden Lichtjahren entfernten Galaxien erfassen und nachweisen kann. Mit einem Durchmesser von 17 m ist dieses Teleskop das weltgrösste seiner Art. Das schwenkbare Gerüst besteht aus Kohlefaserrohren.
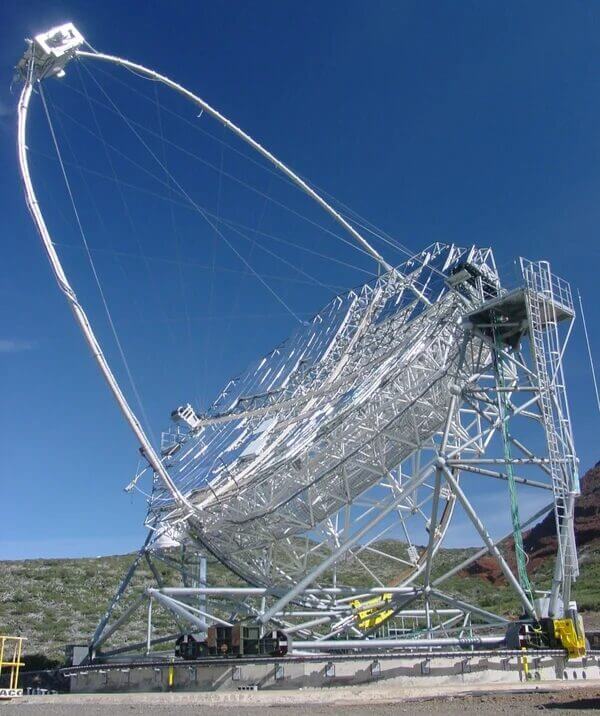
Beinahe 1000 Aluminiumspiegelsegmente, montiert auf 247 starren Trägerplatten, ergeben 240 m2 Spiegelfläche. Innerhalb von 20 Sekunden können die Forscher das Teleskop auf einen beliebigen Punkt am Firmament ausrichten. Dazu wird jede der Trägerplatten von zwei Kugelgewindetrieben (Gewinde mit 10 mm Nenndurchmesser und 2 mm Steigung) auf einen vorjustierten Laserpunkt eingestellt (Abb. 14). Hybridschrittmotoren treiben die fast 500 Kugelgewindetriebe an.

Kugelgewindetriebe ohne Spiel für eine Strickmaschine
Die in Abbildung 15 gezeigte Hightech-Strickmaschine ist in der Lage, mit Tausenden von Nadeln präzise Muster auf riesige Stoffbahnen zu stricken. Mit nur einer Bewegungs- und Steuereinheit wird die gespannte Stoffbahn mit hoher Geschwindigkeit und Präzision nach links und rechts sowie auf und ab bewegt.
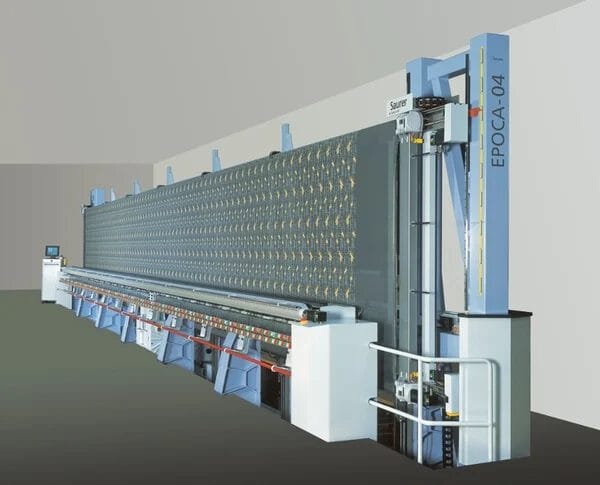
Für den Antrieb mit Kugelgewindetrieben sprechen mehrere Faktoren: Genauigkeit, Einfachheit, Kosten und Robustheit; dies gilt insbesondere für den vertikalen Verfahrweg. Die Kugelgewindetriebe mit 25 mm Nenndurchmesser der Gewindespindel und 25 mm Gewindesteigung verfügen über vier Kugelrückführungen. Das „Getriebe“ ist im Mutternkörper integriert (Abb. 16). Das Umsetzen der Drehbewegung in eine lineare Bewegung erfolgt genau und spielfrei.
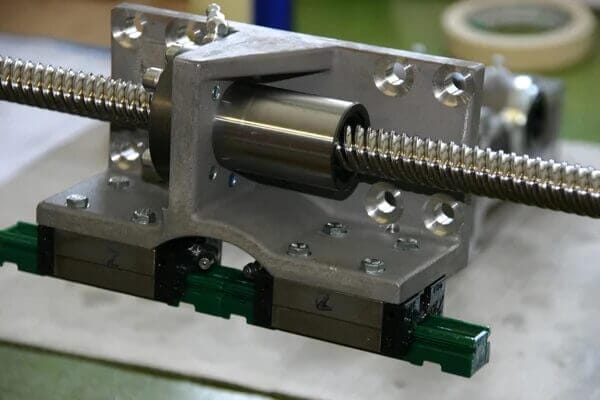
Mit einem gewöhnlichen Kugelgewindetrieb von über 2 m Länge wäre die Spielfreiheit nicht zu erreichen, denn jede Mutter hat ein gewisses Spiel. In den meisten Anwendungen ist das Spiel unerheblich. Im Fall der Strickmaschine würde es sich besonders beim Umkehren der Bewegungsrichtung verheerend auswirken. Beim vertikalen Verfahren der Mutter treten Beschleunigungen grösser als die Erdbeschleunigung auf. Sobald die Schwerkraft aber aufgehoben ist, würde die Mutter auf der Spindel flattern. Das darf aber nicht sein.
Um das Spiel aufzuheben, setzt man statt auf das sonst übliche System mit zwei gegeneinander verspannten Muttern eine Einzelmutter ein, die eine sehr kurze Bauweise mit hoher Steifigkeit vereint. Die Vorspannung wird über ein spezielles Gewinde auf der Basis des Profils des gotischen Kugelgewindes an der Spindel erzeugt.
Je nach Länge der Strickmaschine sind zwischen drei und elf vertikale Kugelgewindetriebe synchron zu steuern. Die Kugelgewindetriebe bestehen aus marktüblichen und günstig herzustellenden Einzelteilen. Der Aufbau, die Handhabung und die Wartung des gesamten Antriebs sind einfach. Es kommen ausschliesslich Standardelemente zum Einsatz. Selbst die Linearführungen für die Kugelgewindetriebe sind standardisierte Zukaufteile.
Zur Blog Übersicht
Technische Grundlagen Gewinderollen
Dienstleister in der Entwicklung
Mit modernsten Fertigungsmethoden, langjährigem Know-how und unserem Werkzeugbestand von über 1000 Rollwerkzeugen realisieren wir gerollte Gewinde, die selbst aussergewöhnlichste Anforderungen erfüllen:
- Steigungen bis 6 × Durchmesser
- Spindellängen bis zu 6 m
- Spindeldurchmesser von 2 bis 160 mm
- Sämtliche Normprofile (M, Tr, UNC, UNF, UNEF, Whitworth)
- Mehrgängige Gewinde, auch als Rechts-/Linksgewinde
- Steilgewinde-Profile
- Kugelgewinde-Profile
- Sonderprofile
- Schneckenprofile (besondere Qualitäts- und Preisvorteile!)
- Kerbverzahnungen und Rändelungen
- Konische Gewinde
- Gewinde auf vorgefertigten und/oder unförmigen Teilen, z. B. auch auf Schmiedeteilen
In den 9 Blogs sind Auszüge aus der – Bibliothek der Technik -, Band 286, Gewinderollen, enthalten.
Dieses Buch wurde mit fachlicher Unterstützung von Kurt Husistein erarbeitet und vom Verlag Moderne Industrie veröffentlicht, ISBN 978-3-937889-30-6.
Literatur und Quellen
Kübler, Karl-Heinz, Mages Walter J. Handbuch der hochfesten Schrauben, 1. Aufl. Essen: W. Girardet Buchverlag, 1986.
http://www.hp-gramatke.de: Hans-Peters Mathematisch-Technisch-Algorithmisch-Linguistisches Sammelsurium.Verein Deutscher Eisenhüttenleute (Hrsg.): Werkstoffkunde Stahl, Bd. 1 Berlin: Springer, 1984. Apel, Heinz: Gewindewalzen: Kaltverformen von Präzisionsgewinden und Spindeln, München: Hanser 1952.
© 2007 Alle Rechte bei sv corporate media, D-80992 München
Abbildungen: Nr. 1, 23-25 RWT Rollwalztechnik GmbH, Engen; Nr. 2 Foto Deutsches Museum, München; Nr. 3 Musée du tour automatique et d’histoire de Moutier, Moutier (Schweiz); Nr. 16 Fette GmbH, Schwarzenbek; Nr. 18 Meinrad Plaz, Staufen (Schweiz); Nr. 26 Habegger SA, Court (Schweiz); Nr. 34-36 FBT Fahrzeug- und Maschinenbau AG, Thörigen (Schweiz); Nr. 37, 38 Schleuniger AG, Thun (Schweiz); Nr. 39, 40 Max-Planck-Institut für Physik (Heisenberg-Institut), München; Nr. 41 Saurer AG, Arbon (Schweiz); Nr. 42 Line Tech AG, Glattbrugg (Schweiz); alle übrigen Eichenberger Gewinde AG, Burg (Schweiz). Satz: abavo GmbH, D-86807 Buchloe. Druck und Bindung: Sellier Druck GmbH, D-85354 Freising. Printed in Germany 889030.