Die Bibliothek des Gewinderollens 3/9 – Grundlagen und Anwendungen
In diesem Blogartikel erfahren Sie mehr über Grundlagen und Anwendungen des Gewinderollens. Es erwarten Sie spannende Einblicke in die Bezeichnungen, unterschiedlichen Arten von gerollten Gewindesystemen und deren Anwendungen bis hin zu den Prüfverfahren.
Was ist ein Gewinde?
Physikalisch gesehen ist ein Gewinde eine spiralförmige schiefe Ebene; eine Schraube und die passende Mutter stellen eine Gleitkombination dar. Für den Einsatz von Gewinden gilt folgende Faustregel:
- Kleine Steigung: Für Befestigungen.
- Größere Steigung: Für Bewegungsanwendungen.
Bezeichnungen am Gewinde
Die Bezeichnung eines Gewindes setzt sich aus mehreren Elementen zusammen:
- Gewindeprofil: Der Kennbuchstabe, z. B. „M“ für metrisches Regelgewinde.
- Außendurchmesser: Nenngröße in Millimetern.
- Steigung: Z. B. 1,5 mm für ein metrisches M10-Gewinde.
Ein Beispiel: M10 bezeichnet ein metrisches Regelgewinde mit 10 mm Außendurchmesser und 1,5 mm Steigung. LH steht für ein linksgängiges Gewinde, während die Standardbezeichnung für rechtsdrehende Gewinde RH ist.
Die im Folgenden beschriebenen Gewindesysteme und ihre Gewindeprofile gelten für alle bekannten Herstellungsarten wie Fräsen, Drehen, Wirbeln, Schleifen oder Rollen. Bei gerollten Gewinden darf der Hersteller das Normprofil teilweise modifizieren.
Vorteile des Gewinderollens
Das Gewinderollen bietet gegenüber anderen Herstellungsverfahren wie Fräsen oder Drehen mehrere Vorteile:
- Stärkere Oberfläche: Keine Materialunterbrechung, was zu einer höheren Festigkeit führt.
- Effizienz: Geringerer Materialverlust und kürzere Produktionszeiten.
- Präzision: Der Flankendurchmesser bleibt auch bei großen Stückzahlen konstant.
Die Bedeutung des Flankendurchmessers beim Gewinde
Der Flankendurchmesser eines Gewindes ist ein entscheidendes Maß, das den Kontaktbereich zwischen Schraube und Mutter definiert. Bei gerollten Gewinden spielt der Flankendurchmesser eine zentrale Rolle:
- Präzision: Der Flankendurchmesser gewährleistet eine optimale Lastverteilung.
- Funktionalität: Ein exakt gerolltes Gewinde erhöht die Lebensdauer und reduziert Reibung.
Arten von gerollten Gewindesystemen
Die drei bekanntesten Systeme für gerollte Gewinde sind:
- Das metrische ISO-Gewinde
- Das Whitworth-Gewinde
- Amerikanische Gewindearten – das ISO-Zollgewinde
In allen drei Gewindesystemen gibt es sowohl Regel- als auch Feingewinde. Obwohl derzeit noch keine weltweit vereinheitlichte Gewindenormung in Sicht ist, gilt das Gewinde als das am umfassendsten normierte Maschinenelement. Neben allgemein gültigen Normen existieren spezielle „Angaben“ für Bewegungsgewinde. Diese sind aber meist vom Hersteller abhängig.
> Eichenberger Gewindetriebe – schnell, präzise, zuverlässig.
Das metrische ISO-Gewinde (M)
Das metrische Gewinde ist ein weltweit standardisiertes Gewinde mit metrischen Abmessungen und einem 60 Grad Flankenwinkel (siehe Abb. 2 Gewindeprofil des metrischen ISO-Gewindes). Die Aussenkanten verlaufen keilförmig zusammen daher wird es auch Spitzgewinde genannt. Das „M“ steht hierbei für metrisches Regelgewinde, die dahinterstehende Zahl gibt den Aussendurchmesser in Millimeter an. Die genaue Definition ist in DIN 13 und DIN 14 definiert. Die Bezeichnung „MF“ steht für das metrische ISO-Feingewinde, dieses weist eine kleinere Steigung auf und wird unter anderem in der Uhrenindustrie oder in Messgeräten eingesetzt.
Die Kernkompetenz von Eichenberger liegt im Rollen von Gewinden. Sie möchten auch Ihr Feingewinde gerollt bekommen? Klicken Sie hier.

Das MJ-Gewinde (ISO 5855) ist eine Modifikation des metrischen ISO-Gewindes und wird mit einem vergrösserten Kerndurchmesser und Radius am Gewindegrund in der Luft- und Raumfahrttechnik eingesetzt.
Die folgenden Abkürzungen des metrischen Gewindeprofils gelten für die Aussengewinde am Bolzen.
- D = Nenndurchmesser (Aussendurchmesser)
- P = Steigung
- h3 = 0.61343P (Gewindetiefe)
- R = 0.14431P (Radius am Gewindegrund)
- R = 0.15…0.18P (für MJ-Gewinde)
Whitworth-Gewinde
Benannt nach seinem Erfinder Sir Josep Whitworth wird das Whitworth-Gewinde in Zoll angegeben. Anders als beim metrischen ISO-Gewinde beträgt der Flankenwinkel des Whitworth-Gewindes 55°.
Das Gewindeprofil des nach British Standard 84 genormten Whitworth-Gewindes (Abb. 5) lässt sich unterscheiden in: BSW (British Standard Whitworth; Whitworth-Regelgewinde), BSF (British Standard Fine; Feingewinde) und BSP/G (British Standard Pipe; Rohrgewinde; nach DIN ISO 228 mit Bezeichnung „G“) unterschieden.
Die Steigung P errechnet sich aus der in den Masstabellen angegebenen Gangzahl (Zahl der Windungen pro Zoll). Die folgende Grobdefinition gilt für Aussengewinde am Bolzen.
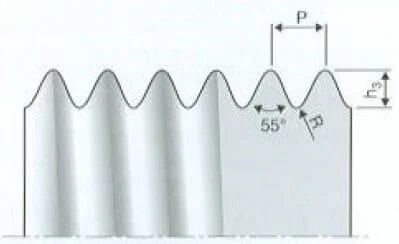
- D = Nenndurchmesser (Aussendurchmesser)
- P = Steigung (Angabe in der Praxis in Gängen pro Zoll)
- h3 = 0.64033P (Gewindetiefe)
- R = 0.13733P (Radius am Gewindegrund)
Amerikanische Gewindearten – das ISO-Zollgewinde
Die amerikanischen ISO-Zollgewinden (UST-Gewinde nach ASME B 1.1 und B 1.2):
UNC Unified National Coarse (Grobgewinde), UNF Unified National Fine (Feingewinde), UNEF Unified National Extra Fine (Extrafeingewinde), UNS Unified National Special („freies“ Spezialgewinde mit zusätzlichen Angaben) und UNJ Unified National thread series with external thread controlled root radius (ISO-Zollgewinde mit vergrössertem Kerndurchmesser und Radius am Gewindegrund) unterschieden, vergleichbar mit dem MJ-Gewinde.
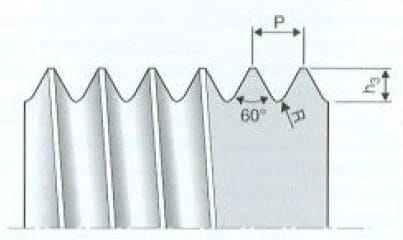
Die Angaben für den Aussendurchmesser und die in den Masstabellen abgegebene Gangzahl basieren auf der Längeneinheit Zoll (1 Zoll = 24,4mm). Der Flankenwinkel beträgt wie beim metrischen ISO-Gewinde 60°. Das in Abbildung 6 gezeigte Profil des ISO-Zollgewindes entspricht somit dem des metrischen ISO-Gewindes.
- D = Nenndurchmesser (Aussendurchmesser)
- P = Steigung (Angabe in der Praxis in Gängen pro Zoll)
- h3 = 0.61343P (Gewindetiefe)
- R = 0.14434P (Radius am Gewindegrund)
- R = 0.15…0.18P (für UNJ-Gewinde)
Spezielle gerollte Gewinde
In diesem Abschnitt werden weitere Gewindeprofile beschrieben, die für das Gewinderollen von Bedeutung sind: das Trapezgewinde, das Rundgewinde, das gotische Kugelgewinde.
Trapezgewinde
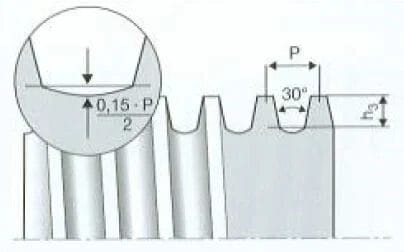
Beim Trapezgewinde nach DIN 103 folgt der Nenndurchmesser und die Steigung der Norm des metrischen ISO-Gewindes; die Gewindetiefe h3 beträgt 0,5P, der Flankenwinkel 30° (Abb. 7). Beim Trapezgewinde nach DIN 380 (geringere Tragtiefe) wird der Kerndurchmesser um 0,4P angehoben, im Übrigen ist das Profil identisch mit dem nach DIN 103. Für das Gewinderollen ist am Kerndurchmesser ein Radius zulässig (P/2 0,15).
Die Steilgewindespindeln Speedy von Eichenberger für mehr Leistung und ultimative Geschwindigkeit.
Rundgewinde
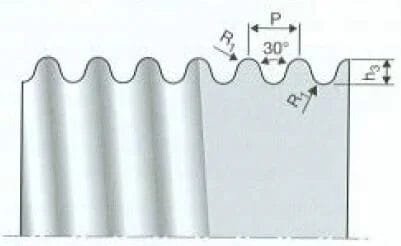
Rundgewinde nach DIN 405 eignen sich besonders für Armaturen, da es besonders unempfindlich gegen Schmutz und Beschädigungen ist. So verfügen Feuerwehrrohre und -schläuche über Gewinde, die unempfindlich gegen Schlag und Schmutz sind (Abb. 8). Der Aussendurchmesser wird in Millimeter angegeben, die Steigung in Zoll. Erwähnenswert ist, dass das Gewinde der Mutter einen anderen Radius hat als das der Schraube.
- D = Nenndurchmesser
- P = Steigung
- h3 = 0.5P (Gewindetiefe)
- R1 = 0.238P (gleicher Radius am Aussendurchmesser und Gewindegrund des Bolzens)
Die Rundgewindelspindeln Rondo von Eichenberger sind ideal für erhöhte Beanspruchung, eingeschränkte Schmierungsmöglichkeiten sowie hohe Anforderungen an die Geräuschentwicklung.
Das gotische Kugelgewinde
Das Profil des gotischen Kugelgewindes (Abb. 9) wird für Gewindespindeln in Kugelgewindetrieben eingesetzt und ist bis anhin nicht genormt.
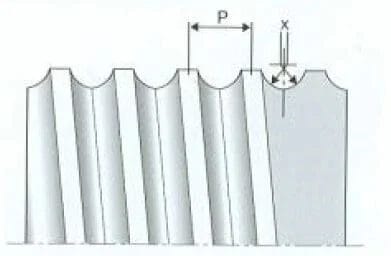
P Steigung, x Radiusversatz
Der Kugelwindetriebe Carry von Eichenberger überzeugt durch das Bewegen von hohen Lasten bei geringem Energieverbrauch und ist dabei noch verschleissfrei.
Weitere Sondergewinde
Neben den gängigen zu Beginn des Artikels aufgeführten gerollten Gewindesystemen gibt es noch diverse Sondergewinde mit eigenem Profil:
- Das Löwenherzgewinde hat einen Flankenwinkel von 53° 8′ und ist als Feinmechanikgewinde bekannt; mittlerweile wurde es vom metrischen Grundprofil nach DIN 13 abgelöst.
- Das E-Gewinde (Edison-Gewinde nach DIN 49689) ist als Lampenfassungsgewinde in jedem Haushalt bekannt. Zwei speziell ineinanderlaufende Radien sorgen für guten elektrischen Kontakt.
- Das Thurygewinde nach Professor Thury aus Genf ist ein spezielles Uhren-Feinstgewinde.
- Das BA-Gewinde, ein englisches Feingewinde mit einem Flankenwinkel von 47° 30′, gibt es bis 6mm Durchmesser. Es wurde etwas nach 1900 für die Uhrenindustrie und Feinmechanik entwickelt.
- Das Schweizer NHS-Gewinde ist ein weiteres Spezialgewinde für die Uhrenindustrie. Es hat sogar den Sprung nach Amerika geschafft, allerdings ist sein Profil dort in der Masseinheit Zoll definiert.
- Sondergewinde für Benzin- und Ölleitungen besitzen oft Profile, die ein besseres Abdichtverhalten aufweisen.
Die Passgenauigkeit bestimmen
Die Passgenauigkeit eines Aussengewindes in einem Mutterelement mit Innengewinde wird bestimmt durch die folgenden Elemente:
- Aussendurchmesser (Nenndurchmesser)
- Kerndurchmesser
- Steigung
- Flankenwinkel
- Flankendurchmesser
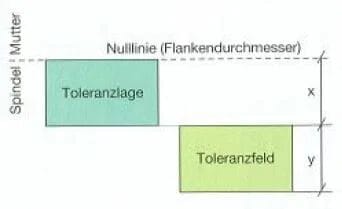
Die Steigung von Regelgewinden hängt direkt mit dem Aussendurchmesser zusammen (Durchmesser-Steigungs-Reihe). Der Flankendurchmesser ist deshalb wesentlich, weil er die Toleranzbasis (Nulllinie) darstellt (Abb. 10).
Die ISO-Gewindetoleranzen
Die ISO-Gewindetoleranzen setzen sich, wie dies auch beim Toleranzsystem für Passungen der Fall ist, aus einer Angabe für die Toleranzlage und einer für die Grösse des Toleranzfelds zusammen.
Die Toleranzlage wird durch einen der Kennbuchstaben a bis h bestimmt, die Grösse des Toleranzfelds wird durch eine Ziffer zwischen 3 und 9 angegeben (Abb. 10). Zur besseren Unterscheidung von den Passungstoleranzen wird die Ziffer – die Grösse des Toleranzfelds – beim Gewinde zuerst genannt, also z.B. 6h und nicht h6. Je kleiner die Zahl desto genauer ist die Toleranz.
Bei einem Gewinde können der Flankendurchmesser und der Aussendurchmesser unterschiedliche Toleranzen aufweisen. So bedeutet M10-4h-6g, dass die Toleranz des Flankendurchmessers 4h und die des Aussendurchmessers 6g beträgt. Enge Toleranzen eines Gewindes erlauben grössere Toleranzen des zugehörigen Mutterelements und umgekehrt.
Die Toleranzlagen a bis g eignen sich besonders dann, wenn ein Oberflächenschutz (Feuerverzinken, galvanisches Verzinken oder Verchromen) mit den heute gebräuchlichen Schichtdicken vorgesehen ist.
Wir unterstützen Sie gerne bei der Auswahl des richtigen Gewindes. Kontaktieren Sie uns hier.
Messverfahren und Messmittel
Das Dreidraht-Prüfverfahren
Beim Dreidraht-Prüfverfahren werden zwei zylindrische Prüfdrähte auf der einen und ein Prüfdraht auf der gegenüberliegenden Seite in die Gewindegänge gelegt (Abb. 11). Dann wird mit den ebenen und parallelen Prüfflächen eines Messgeräts, z.B. einer Messschraube, der äussere Abstand zwischen den Prüfdrähten, das Prüfmass M, gemessen und aus diesem der Flankendurchmesser d2 des Aussengewindes bestimmt. Für den Prüfdrahtdurchmesser sind zwei Bedingungen zu erfüllen: Der Durchmesser der Prüfdrähte muss so gross sein, dass sie über die Gewindespitzen herausragen. Die Prüfdrähte müssen möglichst nahe am theoretischen Flankendurchmesser anliegen, damit vorhandene Flankenwinkelabweichungen das Messerergebnis nicht wesentlich beeinflussen können. Der theoretische Messdrahtdurchmesser wird rechnerisch bestimmt.
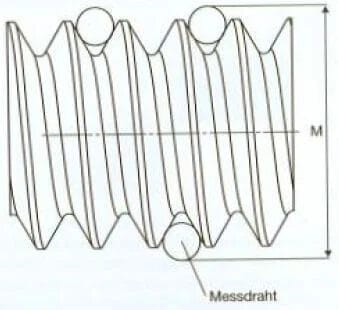
M Mass über Messdraht
Gewindemessen und Prüfen
In den meisten Fällen wird das Gewinde mit einem Lehrring geprüft. Nur selten wird eine Bügelmessschraube mit Messeinsätzen verwendet. Dabei wird das Gewinde direkt auf der Gewindeflanke gemessen (Abb. 12). Die Messeinsätze sind geschliffen und weisen den Gewindeflankenwinkel auf. Das Messwerkzeug, eine Bügelmessschraube mit Bohrungen für die Einsätze, ist hierbei serienmässig für metrische und zöllige Gewinde erhältlich. Mit Lehrringen wird die Gewindetoleranz (Gängigkeit) geprüft: Der Gutlehrring muss auf dem Gewinde laufen, der Ausschusslehrring darf nicht laufen.

Ein weiteres Prüfverfahren ist die Gewinderachenlehre (oder auch Grenzlehre genannt), mit der man den Flankendurchmesser eines Gewindes überprüft. Die Gutseite der Rachenlehre verkörpert das zulässige Grösstmass und muss aufgrund ihres Eigengewichts über die Prüfstelle gleiten. Die Ausschussseite ist um die Toleranz kleiner und verkörpert das Kleinstmass und muss dem Eigengewicht standhalten. Das Ergebnis ist gut oder schlecht bzw. Nacharbeit erforderlich.
Eichenberger – Ihr Dienstleister von Beginn an
Mit Eichenberger können Sie Ihre individuellen Anforderungen an einen Gewindeantrieb schon mit Beginn der Entwicklung umsetzen. Zögern Sie nicht und kontaktieren Sie uns noch bevor Sie überhaupt wissen, was Sie benötigen. Wir entwickeln gerne mit Ihnen Ihre individuelle Lösung für Ihr Gewindesystem. Nehmen Sie direkt Kontakt zu einem unserer Experten auf, wir sind für Sie von Beginn an da.
> Jetzt unverbindlich kontaktieren und informieren
Mit modernsten Fertigungsmethoden, langjährigem Fachwissen und einem Werkzeugbestand von über 1000 Rollwerkzeugen realisieren wir gerollte Gewindetriebe, die selbst die aussergewöhnlichsten Anforderungen erfüllen:
- Steigungen bis 6 x Durchmesser
- Steigungsgenauigkeitsklasse G5
- Spindellängen bis zu 6 Meter
- Spindeldurchmesser von 2 bis 160 Millimeter
- Sämtliche Normprofile (M, Tr, UNC, UNF, UNEF, Whitworth)
- Mehrgängige Gewinde, auch als Rechts-/Linksgewinde
- Steilgewinde-Profile
- Kugelgewinde-Profile
- Sonderprofile
- Schneckenprofile (besondere Qualitäts- und Preisvorteile!)
- Kerbverzahnungen und Rändelungen
- Konische Gewinde
- Gewinde auf vorgefertigten und/oder unförmigen Teilen, z. B. auch auf Schmiedeteilen
- Freigestaltete Gewindegeometrie
- Eingehen auf Kundenanforderungen, wie z.B. individuell angepasste Mutterngeometrie
Eichenberger überlässt nichts dem Zufall und legt höchsten Wert auf Qualität. Dies überzeugt schon seit 1953 unsere Kunden. Überzeugen auch Sie sich:
> 100% Swiss Quality
> Gewindespezialist seit 1953

Mehrgängige Gewinde mit Steigungen bis 6 x Durchmesser, Muttern aus Kunststoff oder Bronze


