Thread rolling with know-how and feeling
Specialist topic thread rolling told in an exciting way ... basics, processes, tools, applications of rolled high-tech threads
Why are thread rollers sought-after specialists?
As the company name indicates, the core competence of Eichenberger Gewinde AG lies in thread rolling. The thread profiles of the threaded spindles are manufactured exclusively using the thread rolling process. Not only users of Eichenberger standard and customer-specific products can benefit from our know-how in this rolling method, but also all manufacturing companies that want to have any threads produced efficiently on a contract basis.
In machining - e.g. milling or turning - shapes can be produced reproducibly to a thousandth of a millimeter by stopping the machine when the final dimension is reached, checking the dimension and continuing machining if necessary. Not so with thread rolling: Because the tremendous pressure continues to act, the rolling process must be stopped before the intended shape is reached - at different times depending on the base material. Although steel only changes its shape very slightly - the lattice structure of the material is put in order, so to speak - it does change noticeably.
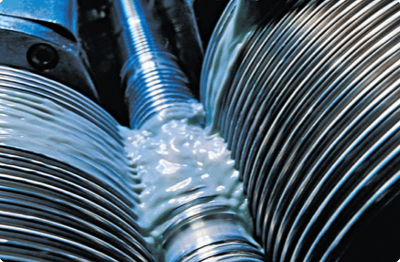
End rolling
Estimating when to "stop" thread rolling is purely a matter of experience. If the pressure is applied too long or too short, the desired shape is no longer correct. A measurement result then only indicates that the thread form is incorrect. There is no second chance. The trick is to hear - as the expert says: "the material purrs" - when the process needs to be stopped. If you miss this point, flaking can occur - the material is "rolled to death".
Rolling noise
The experienced machine operator can also hear whether the forming behavior is in the green zone simply by the sound of the rollers and rolling. If the sound changes, the shape also changes. The sound depends on the base material: rolling unalloyed steel produces a different sound than rolling low-alloy or high-alloy chrome steel.
Workpiece temperature
Special sensitivity is required for self-heating. The following rule of thumb applies here: If the screwdriving spindle leaves the machine's rolling tools cold (or only very slightly heated), it can be assumed that the parameters of the forming process were within the permitted range.
Example: thread to be hardened
A threaded spindle that has to be hardened after rolling requires special attention. This is because hardening is a heat treatment that is associated with a change in length. This change in length must be determined before hardening. To do this, the inspector rolls a number of test spindles from each batch of material. Their mass and dimensional deviations - before and after hardening - are recorded in a log. In this way, the required tolerances are approached. Only then does the inspector approve the material batch for production. It should be noted that this result is only valid for this one batch!
Example: Steep thread
For spindles with a steep thread, the thread roller relies on its feel. It must recognize when the material is "calm". In concrete terms, this means that it waits until the core temperature of the workpiece has equalized with the ambient temperature. Now the thread dimensions must be within the permitted limits. Too much heat in a spindle with a steep thread is synonymous with excessive tolerances.
The properties of the base material must be taken into account for both the hardened threaded spindle and the spindle with a steep thread. This requires experience, which cannot be learned but can only be gained over long periods of time.
Example: Safety thread
The rolling of high-alloy steel for safety threads requires even more expertise. Here, the growth, expansion and shortening of the workpiece must be "felt" and "seen".
All these examples explain why experienced thread rollers are sought-after specialists whose work cannot be copied so easily.

To the blog overview
Technical principles of thread rolling
Service provider in development
With state-of-the-art production methods, many years of expertise and our tool inventory of over 1000 rolling tools, we produce rolled threads that meet even the most unusual requirements:
- Gradients up to 6 × diameter
- Spindle lengths up to 6 m
- Spindle diameter from 2 to 160 mm
- All standard profiles (M, Tr, UNC, UNF, UNEF, Whitworth)
- Multi-start threads, also as right/left-hand threads
- Steep thread profiles
- Ball screw profiles
- Special profiles
- Screw profiles (special quality and price advantages!)
- Serrations and knurling
- Conical thread
- Threads on prefabricated and/or bulky parts, e.g. also on forged parts

Single and multi-course snails can be rolled.
The 9 blogs contain excerpts from the - Library of Technology -, Volume 286, Thread rolls, included.
This book was compiled with the technical support of Kurt Husistein and published by Verlag Moderne Industrie, ISBN 978-3-937889-30-6.
Literature and sources
Kübler, Karl-Heinz, Mages Walter J. Handbook of high-strength screws, 1st ed. Essen: W. Girardet Buchverlag, 1986.
http://www.hp-gramatke.de: Hans-Peters Mathematical-Technical-AlgorithmicA linguistic smorgasbord.Verein Deutscher Eisenhüttenleute (ed.): Werkstoffkunde Stahl, vol. 1 Berlin: Springer, 1984. Apel, Heinz: Gewindewalzen: Kaltverformen von Präzisionsgewinden und Spindeln, Munich: Hanser 1952.
© 2007 All rights reserved by sv corporate media, D-80992 Munich
Illustrations: No. 1, 23-25 RWT Rollwalztechnik GmbH, Engen; No. 2 Photo Deutsches Museum, Munich; No. 3 Musée du tour automatique et d'histoire de Moutier, Moutier (Switzerland); No. 16 Fette GmbH, Schwarzenbek; No. 18 Meinrad Plaz, Staufen (Switzerland); No. 26 Habegger SA, Court (Switzerland); No. 34-36 FBT Fahrzeug- und Maschinenbau AG, Thörigen (Switzerland); No. 37, 38 Schleuniger AG, Thun (Switzerland); No. 39, 40 Max Planck Institute for Physics (Heisenberg Institute), Munich; No. 41 Saurer AG, Arbon (Switzerland); No. 42 Line Tech AG, Glattbrugg (Switzerland); all others Eichenberger Gewinde AG, Burg (Switzerland). Typesetting: abavo GmbH, D-86807 Buchloe. Printing and binding: Sellier Druck GmbH, D-85354 Freising. Printed in Germany 889030.


